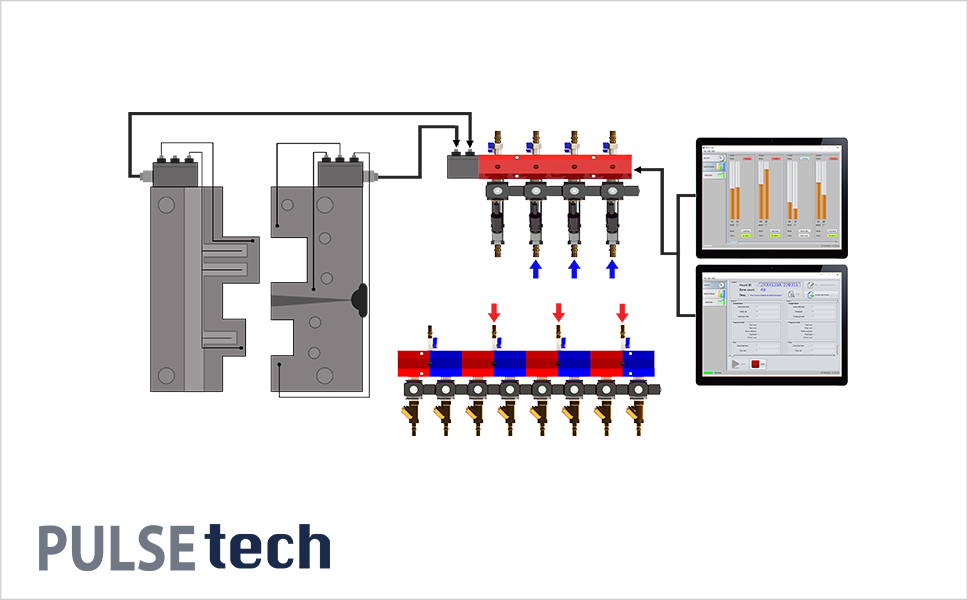
The mold surface temperature has great influence for plastic injection molding. With high mold surface temperature, the surface quality of part will be better, but the cooling time will increase and accordingly the cycle time will rise as well. The decreasing of the mold surface temperature will reduce the cooling time, but there is no benefit for the surface quality of part. Traditional cooling and pulsed cooling are used for the mold temperature control without changing cooling system design. With the traditional cooling method, constant coolant flow is employed in the overall molding process. Generally, the coolant temperature is almost As known the conventional process with stable mold temperature and constant coolant flow, the required cooling time will stable as well. However, if coolant flow stops during cooling phase, the cooling time must increase to reach the ejection temperature. And pulsed cooling is adopted for changing cooling time and pulsed cooling time to find out the mold open and close temperatures close to those required for conventional cooling.

وحدات ذكية لزيادة نجاعة العمليات الصناعية عن طريق التحكّم في الحرارة في المنشآت الصناعيّة.

وحدات تضمن التحكّم الدّقيق في الحرارة من 90 إلى 300 درجة مائوية في عمليات الحقن والبثق وصناعة المطّاط.

وحدات موجّهة لتسخين وتبريد المباني (مصانع، مستشفيات، مدارس، مجمعات تجارية)